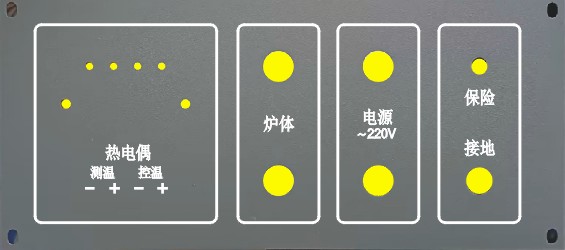
产品介绍 PZD-8型自由膨胀序数测定仪是由可编程微电脑控温仪与膨胀序数电炉配合, 按国标《GB/T5448-2014 烟煤坩埚膨胀序数的测定电加热法》的要求,进行烟煤坩埚膨胀序数测定, 从而判断煤的粘结性。 将煤样置于自膨坩埚中,按规定的程序加热到(820±5)℃。所得焦块和一组带有序号的标准焦块侧形图相比较,以最接近的焦型序号作为坩埚膨胀序数,适用于煤炭,焦化部门及科研单位使用。 仪器采用电阻丝为发热元件用硅酸铝纤维棉为保温材料,升温速度快、能耗低。 配有测焦观察筒,可直接将所得焦块同一组带序号的标准焦块侧型相比较。 技术参数: 功率:不大于1000W; 测温范围:室温~999℃ , 准确度:0.5级,分辨率:1℃,热电偶:铠装镍铬K型电偶; 测时范围:0~999min(99min59s) ; 测时精度:±30s/24h,分辨率:1min; 升温要求:符合GB/T5448-2014国标要求; 电源:220(1±10%)V 50Hz 尺寸:炉子:直径225mm,高:260mm,重量:10kg; 控制器:350 (长)×300 (宽)×150(高)mm,重量:4kg 烟煤坩埚膨胀序数测定试验步骤及使用方法:试样制备 按GB/T 474规定制备粒度在0.2 mm以下的空气干燥煤样。制样中应防止煤样研磨过细。试样制备后应尽快试验。称取煤样之前应充分混合煤样至少1分钟。 仪器调试 将炉体加热到预升约930℃左右并恒温(国标规定温度850℃,由于石英皿底部温度与石英皿表面电炉膛内的温度大约相差100℃左右,因此预升温度出厂选定值约930℃)。打开炉盖,将一个冷的空坩埚放入炉膛内石英皿的中心部位,迅速盖上带孔坩埚盖,随即将热电偶通过带孔坩埚盖孔插人坩埚,并使其热接点压紧在坩埚底部的内表面上,按温控器“触发”键,在不盖电炉盖条件下观察升温情况。如坩埚内底部温度在冷坩埚放人后1.5分钟内达到(800±10)℃,2.5 分钟内达到(820±5)℃,则仪器调试完成,进行正式试验。如不能达到上述要求,则调整温控器设定预升温度值,直到达到上述要求为止。 仪器安装: 1、按照温控器后面板标识,分别接220V交流电源、 炉体、 接地端子、热电偶,其中热电偶端子有二组,有正负极,正(+)极接红线,负(—)极接黑线,控温组接炉体下面的粗热电偶(3.0mm控温用),测温组在仪器调试时接测坩埚底的上面的细热电偶(1.5mm测温用)。
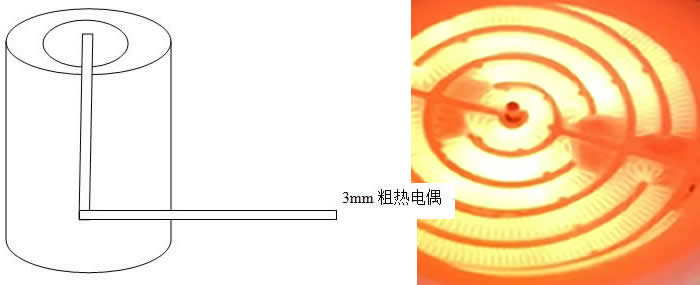
正常接线后通以交流220V电源, 仪器约过30S的内部检查后进入正常显示和加热状态。 2.炉体安装:
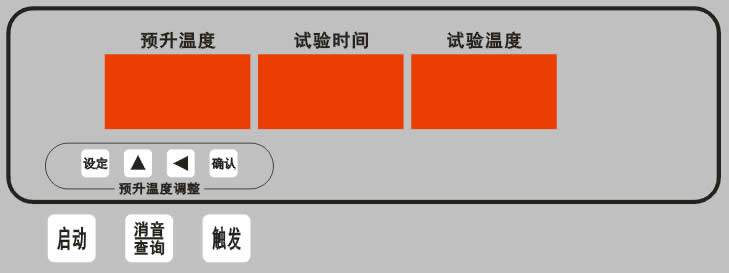
3mm粗控温热电偶从炉体下部孔穿进炉膛,插入炉盘中间孔(露出2mm),与石英皿的底部的内表面接触。 温控器前面板的使用方法:仪器显示分三段,每段三位数码管。左段显示予升温度(即炉温) ,中段显示时间,右段显示试验温度(即坩埚温度) 。
“启动” 键是在每次上电时按一下,使程序从头开始执行。 “消音查询” 键是在报警情况时按一下它就消音,同时在正常运行时连续按二下,即可查询,此时左段将显示选定的预升温度值,中段显示此时的电压开度(以220V作100%),右段显示当时每分钟的升温速度。 “触发” 键是在放入坩埚、盖上土盖后, 按它将重新由零秒起计时, 计算试验时间。 “设定” 、 “▲”、 “ ◀” 确认” 键用来编制所要求的预升温度。在运行时按一下“设定” 键, 就进入编程状态, 按“▲”改变闪烁位的数字, 按“◀ ”改变闪烁位的位置, 待显示的数字与要求的予升温度一致后, 按“确认” 键确认, 再按“设定”键退出编程状态。 |
相关产品
|